توانایی حدیدهکاری لولههای فولادی

در این مقاله شما را با حدیدهکاری لولههای فولادی آشنا میکنیم.
معرفی انواع لولههای گالوانیزه
لولهها را میتوان به انواع مختلف ازنظر جنس، کیفیت، کاربرد و نحوه اتصالات به انواع مختلف به شرح زیر دستهبندی نمود که در لولهکشی آب و فاضلاب مورداستفاده قرار میگیرند:
لولههای گالوانیزه خود به دودسته به شرح زیر تقسیم میشوند:
- لولههای فولادی گالوانیزه
- لولههای آهنی گالوانیزه
لولههای نامبرده شده در بالا در بازار مصرف بنام لولههای آهنی سفید معروفاند، و معمولاً بین آنها نمیتوان فرقی قائل شد در صورتیکه لولههای فولادی گالوانیزه در مقایسه با لولههای آهنی سبکتر و براقتر میباشند. از لولههای فولادی گالوانیزه نیز میتوان برای تخلیه فاضلاب لوازم بهداشتی کوچک نیز استفاده نمود. درصورتیکه مورداستفاده اصلی از این نوع لولهها در تهویه میباشد.
جنس این نوع لولهها از فولاد نرم بوده که برای ساختن آن ورق فولادی را با فشار داخل قالب نموده و درز آن را جوش میدهند و سپس آنها را جهت افزایش مقاومت در برابر خوردگی و اسیدها و زنگزدگی بهوسیله آبکاری، با رویاندود میکنند در اصطلاح (گالوانیزه) مینمایند. این لولهها نسبت به لولههای آهنی در برابر اسیدها مقاومت کمتری داشته و کلیه اسیدهایی که برای چدن مضر میباشند فولاد گالوانیزه را هم به خود جذب میکنند.

لولههای آهنی گالوانیزه
در این لولهها از آهن سفید نورد شده میباشد که درزهای آن بهوسیله جوش ب یکدیگر متصل میشود که پس از طی مراحل لوله را در فلز روی مذاب فروبرده و گالوانیزه مینمایند. به همین علت این نوع این نوع لوله در بازار به لولههای درزدار نیز گفته میشود. رنگ این نوع لولهها تیره و خاکستری است و از رنگ آنها با لولههای فولادی متمایز میباشد، ازنظر وزن به دو نوع سبک و متوسط تولید میشوند.
اندازه استاندارد لولهها چه قدر است؟
کلیه لولهها فلزی به طول ۶ متر و دو سردندِ با قطر یک تا ۸ اینچ تولید میگردند. فرق این نوع لولهها معمولاً در قطر اسمی آنهاست که بزرگتر از قطر داخلی و کوچکتر از قطر خارجی است. در بازار مصرف این لوله را بر اساس نمره به اینچ میشناسند. لولههای گالوانیزه بهوسیله دنده پیچی و یا اتصالات از این نوع به یکدیگر متصل و توسط مواد آببندی (خمیر و یا کنف و نوارتفلون) به یکدیگر بسته و آببندی میشوند.
یادآوری: در هنگام اتصال این نوع لولهها نباید از جوشکاری استفاده نمود، زیرا به دلیل حرارت ناشی از جوشکاری و سوختن روکش گالوانیزه (آلیاژ روی) دود غلیظ و سفیدرنگی به وجود میآید که برای محیطزیست و تنفس انسان ایجاد مسمومیت کرده و موجب آسیب دیدن دستگاه تنفس میگردد.
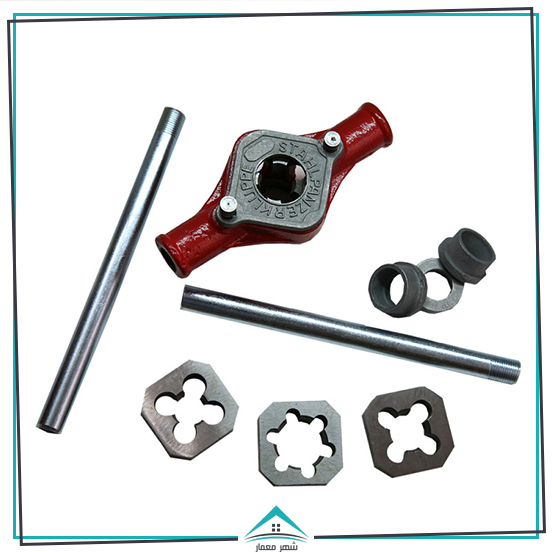
آشنایی با انواع وسایل حدیده (رکس ثابت و متحرک – توپی – برقی)
حدیده دنده کردن سر لولههای فلزی با ابزاری بنام حدیده انجام میگردد. برای اینکه رزوه در سطح خارجی لوله ایجاد کنیم از حدیده استفاده میکنیم. دندهها انواع گوناگونی دارند و در اندازههای مختلف بنام ویتورث معروف است. دستگاه حدیده از مهمترین وسایل لولهکشی میباشد. حدیدهها را به دو صورت دستی و برقی ساختهاند که ازنظر پارچه (دنده) بهصورت تک پارچه، دوپارچه و چهار پارچه در بازار موجود است؛ که برای سهولت کار و دنده کردن لولهها با قطر زیاد عموماً از دستگاه حدیده برقی یا چهار پارچه استفاده میشود.

۱. ویژگی دستگاههای حدیده دستی
با این وسیله لولههای گالوانیزه و سیاه را حدیدِ مینمایند. معمولاً در هر جعبه ۴ الی ۶ سری پارچه حدیده وجود دارد که هرکدام از آنها برای سال مشخص از لولهها بهکاربرده میشود. در لولههای آهنی بر اساس نمرههای لوله اندازههایش را بیان میکنند. سایز پارچه حدیده برحسب قطر اسمی لولههای آهنی است. اندازههایی روی پارچه حدیده حک شده برابر قطر اسمی آن لوله برحسب اینچ است.
بر روی فکهای ثابت حدیده دندههایی وجود دارد که باعث ایجاد شیار روی جدار خارجی لوله میشود، و ایجاد شیار درواقع همان رزوه کاری یا حدیده کاری است. این شیارها باعث میشود موقع بستن اتصالات شیارها با یکدیگر پیچ شده و با چرخاندن لوله و اتصالات عملی مشابه بستن پیچ و مهره به یکدیگر به وجود آید.
بنابراین کار اصلی را این شیارها انجام میدهند که در سطح خارجی لوله بهوسیله پارچه حدیده ایجاد میشود. در رو و کنارههای حدیده پیچهایی وجود دارد که به نام پیچ قفل پارچه حدیده و پیچ کشویی حدیده نامیده میشود.
۲. پیچ قفل پارچه حدیده
کنترل پارچههای حدیده به کمک این دوپیچ صورت میگیرد.
۳. پیچهای کشویی: این پیچها باعث میشود پارچه به سینه حدیده چسبیده و حرکت نکند. اگر این پیچها را شل کنیم اجازه داده میشود که پارچه به همان اندازهای که هست حرکت کند و به سطح خارجی لوله برسد و پارچه را در سطح خارجی لوله ثابت میکند. درواقع کنترل فکهای حدیده توسط این پیچهاست. برای باز و بستن پیچها آچاری به همین منظور همراه دستگاه میباشد.
روش حدیدهکاری انواع لولهها
دستگاه حدیده از قسمتهای زیر تشکیلشده است:
۱. اهرم حدیده (دسته اهرم + دایره اهرم)
۲. پایه نگهدارنده یا سهنظام
۳. قسمت پارچههای حدیده
شروع کار پس از بریدن لوله بهاندازه موردنیاز لوله را بر روی گیره بسته و برای داخل کردن حدیده را از سمت سهنظام حدیده را وارد لوله مینماییم و قسمت سهنظام که اینجا چهار قسمت دارد را بسته طوری که لوله گیر کند و حدیده بتواند خودش را روی لوله نگه دارد. پیچهای خارجی حدیده را با دستباز میکنیم، پیچهایی که مربوط به ناحیه کشویی پارچههاست و پارچهها را از یکدیگر تا جایی که ممکن است دور میکنیم.
سپس با دستپیچهای قفل حدیده را میبندیم، حتماً با دست تا زمانی که بخواهیم پیچهای کشویی را با آچار سفت کنیم بهراحتی بتواند حرکت کند؛ مقدار به سمت لوله فشار میدهیم تا لوله داخل حدیده شود. انتهای حدیده را با دست فشار داده تا سهنظام و دندانههای روی جدار خارجی لوله قرار گیرد. باید از سفت شدن سهنظام مطمئن شویم، و سپس با آچار حدیده پیچهای کشویی را بسته، یک یا دو بار که پیچ یک سمت را سفت میکنیم.
چرا نباید پیچهای کشویی را سفت کنیم؟
پیچ طرف مقابل را هم به همان مقدار باید سفت کرده، یک مقدار که سفت شد با همان آچار پیچهای قفل را سفت میکنیم (نباید خیلی سفت کرد) که دیگر امکان حرکت دادن آنها نباشد (هر دوپیچ در جهت عقربههای ساعت سفت میشوند) اگر خیلی سفت کنیم نیروی چرخشی زیادی به بدنه خارجی لوله وارد کند و یا نیروی ما آنقدر نباشد که ما بتوانیم آن را بچرخانیم. پس از ابتدا باید اجازه دهیم تا حدیده کاملاً وارد گوشت یا بدنه خارجی لوله شود.
اگر نیاز به نیروی بیشتری داشته باشیم دسته اهرم را اضافه میکنیم. سپس شروع به چرخاندن دسته حدیده در جهت عقربههای ساعت هر نیم دور که به سمت جلو حرکت میکنیم، نیمهدور برعکس به سمت عقب برمیگردانیم، برای اینکه آن مسیری که ایجاد شیار کرده و پلیسه ایجادشده و یا نوارهای فلزی را برداشته از سطح خارجی لوله با عمل برگشت آن نوارها را جدا کنیم و از اطراف لوله دورمی کنیم.
روغن زدن به لوله جهت روانکاری
درواقع آنها را از محیط اطراف دندههای جدید خارج میکنیم. هر یک دور که حدیده را به دور لوله میچرخانیم جهت روانکاری بر روی لوله روغن میزنیم. به ترتیبی که در بالا گفته شد. همینطور که داریم حدیده را میچرخانیم حدیده در محیط لوله پیشروی دارد ما انقدر باید به حدیده کردن ادامه دهیم تا تقریباً طولی بین ۱۲ تا ۱۵ میلیمتر را رزوه نماییم (منظور از ۱۵ میلیمتر اندازه موجود از آخرین رزوه که ایجاد کردیم تا سطح خارجی لوله است.)
در حین کار هم میتوان با متر مقدار لوله حدیده شده را اندازه گرفت. وقتیکه به انتهای کار رسیدیم و زمان آن رسید که برگردیم پیچهای قبلی را سفت میکنیم، زیرا هنوز آن عمق لازم بر روی لوله ایجاد نشده شروع میکنیم برعکس به چرخاندن حدیده تا عمق لازم ایجاد و حدیده باز شود.
یادآوری: طوری باید پیچها را سفت کنیم که حدیده باز نشود و نیاز به اعمال نیرو فشار داشته باشیم و لایههایی از فلز را برداریم. در صورتی که این عمل را انجام ندهیم اتصال به لوله بسته نمیشود (به دلیل تفاوت در عمق شیارها). زمانی که آخرین دندانه از انتهای لوله بیرون زد مجدداً یک مقدار سفت میکنیم و در جهت عقربههای ساعت میچرخانیم؛ و سپس زمانی که رزوه روی لوله کامل شد دستگاه حدیده را از روی لوله باز میکنیم؛ و سر لوله را با کهنه تمیز از برده پاک میکنیم.
طرز کار حدیده ثابت
هر دو نوع حدیدههای ثابت و قابل تنظیم ممکن است از نوع حدیدههای رکس (جغجغهای) باشند. در این نوع حدیدهها برگشت به عقب بهطور آزاد انجام میشود و نیازی به چرخاندن تمام دایره حدیده نمیباشد. با دستگاه حديده ثابت میتوانیم جهت حدیدهکردن لولههای نصبشده در محلهایی که بهاصطلاح جای دست زیادی نداشته باشند، مانند گوشه دیوارها، نزدیک سقفها و محلهایی که لوله را مجبور هستیم بریده و مجدداً سر آن را حديده نماییم و یا برای اتصال لولههای پلاستیکی به لوله فلزی انجام پذیرد نیاز باشد.
معرفی مواد خنککننده و روغنها
مواد خنککننده، موادی هستند که وظیفه خنک کردن و چوبکاری را در هنگام تغییر فرم فلزات با روش براده برداری و یا بدون براده داری به عهدهدارند (حدیدهکاری).
وظیفه این مواد به شرح زیر است:
- خنک نگهداشتن قطعه کار و ابزار
- روغنکاری بین ابزار و قطعه کار
- افزایش دوام ابزار
- بهبود کیفیت سطح کار
- جلوگیری از زنگزدگی قطعه کار و ابزار و ماشین در هنگام استفاده از مواد خنککننده
- شستشو و انتقال برادهها از محل براده برداری.

مشخصات مهم روغنهای برش
روغنهای برش ممکن است از روغنهای معدنی، گیاهی و در بعضی موارد مخلوطی از آنها باشد. این مواد قدرت چربکاری زیادی دارند و با آب مخلوط نمیشوند.
روغن مته: محلولهایی هستند از صابون و روغنهای معدنی نسبت اختلاط آنها به موارد استفادهشان بستگی دارد و ممکن است از ۵ تا ۲۵ درصد مواد صابونی به آنها اضافه شود. این روغنها هر دو نقش خنککنندگی و چربکاری را توأم به عهده دارد.
آبصابون: این مایع که در صنایع فلزکاری به نام آبصابون معروف است در حقیقت امولسیونی میباشد از ۱۰۰ تا ۱۲ درصد روغن مته در آب به علت مقدار آب زیادی که دارد قابلیت خنککنندگی آن بر قابلیت چربکاری فزونی دارد.
برای طراحی داخلی، طراحی نقشه و طراحی نما ساختمان می توانید سفارش خود را به صورت آنلاین در سایت ما ثبت کنید!!